![]()
- 新製品
デスクトップ R2P ナノインプリンター
コンパクトなローラーベースのナノインプリンターでインプリンティング、ラボオンチップ、回折光学素子、その他のナノインプリント構造などの試作に適した製品です。
特長
- デスクトップ R2P ナノインプリンターを使用することで、新設計、開発モデルを迅速にテストできるようになるので、開発サイクルを迅速に早めることができます。
-
ユーザーは様々な異なる条件(光硬化性樹脂、および圧力、速度、光強度など)、パラメーターを変えながら実験および評価ができます。
この流れは、量産にスケールアップする前に役立ちます。 - プロトタイプを簡単に作成できるので、条件決めのための時間とリソースが大幅に節約できます。
仕様
| 最大印影サイズ | 最大 105x188 mm(WxL) |
|---|---|
| 基板厚さ | 最大 11mm |
| レプリケーション速度 |
1時間あたり60回の手動レプリケーション (最大 5m/分の速度) |
| 速度範囲 | 0.1~5 m/min |
|---|---|
| 光硬化エンジン | LongLife 395nm LED |
| 最大出力 | 5m/分で、最大 120mj/cm2 |
| デバイスのサイズと重量 | 670x380x320 mm(LxWxH), 26kg |
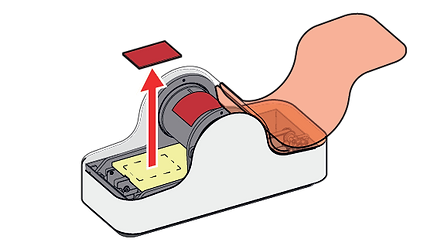
使用方法
テンプレートを
ドラムに配置します
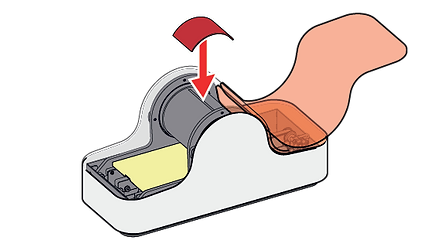
ホイルを
プレートに配置します
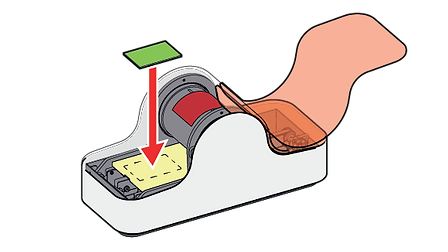
処理中…
お待ちください…
プレートから製品を
取り出します
消耗品
デスクトップ R2P ナノインプリンターに使用する、各種光硬化性樹脂をご用意しています。
| DM56 離型樹脂 | DM57 離型樹脂 | X29 硬化樹脂 | X166b 硬化樹脂 | X30 硬化樹脂 |
|---|---|---|---|---|
| インプリントテンプレートを作成するためのフォトレジスト離型樹脂 | インプリントテンプレートを作成するためのフォトレジスト離型樹脂 | レプリカを作成するためのインプリント樹脂 | レプリカを作成するためのインプリント樹脂 | スロットダイコーティングによりレプリカを作成するためのインプリント樹脂 |
FAQ よくある質問
Q1最大のインプリント範囲はどれくらいですか ?
最大420 x 628 mmまで対応できます。
Q2テンプレートや箔の端を固定するためにどのテープを使用すればよいですか ?
3M Scotch 810テープの使用をお勧めします。
Q3取付方法の動画はありますか ?
はい。 YouTube動画を用意しています。
Q4コーティングされていない紙 / 箔 / ガラスプレートにインプリントできますか ?
原則として、印刷可能なあらゆる表面 / 素材で機能します。
ただし、非塗工紙(表面に塗工していない紙)や箔は、テスト結果に基づいて調整を必要とする場合があります。
Q5光学エンジンについて詳しく教えてください。
光学エンジンはLEDテクノロジーに基づいており、寿命は約40,000時間以上持続することが期待されています。
水冷統合オプションを光学エンジンに統合しており、簡易水冷装置を取り付けることができます。
通常、その必要はありません。 また、2段階のアラームとセキュリティシャットオフシステムも光学エンジンに組み込まれています。
Q6再現性について、実験データはありますか ? 10回以上、インプリントした時に違いはありますか ?
これは、インプリントテンプレート、インプリントの特長、インキングの方法、および使用する化学薬品に完全に依存します。
Stensborg社の機械で使用されているインプリントテンプレートは、何千回ものインプリントを行った経験があります。
検証は光学的手法によって行われており、ホログラフィックの特長の回折効率(これはナノ構造の寸法の変化と相関するだろう)を測定しています。
現時点ではSEMデータはありません。 これまでの経験では、劣化はインプリントテンプレート上の蓄積が原因です。
Q7ベアラーストライプがあることは重要ですか ?
アプリケーションに適切な寸法のベアラーストライプがありません。
厚くて幅の狭い基材、たとえばスライドガラスにインプリントする場合、十分な長さのピースがなければ、少なくとも即席の擬似ベアラーストライプを用意する必要があります。
まず、提供されたガラス板の寸法(155 x 315 mm)に似た、マシンにフィットする大きめの板に両面接着剤を塗ることから始めます。
この材料はポリマーでもガラスとなります。
テープの上に基材を一列並べれば、ある程度機能的なベアラーストライプができます。
そうでなければ、厚い材料でこれを行わないと、シリンダーに跡が残り、刻印が破壊される危険があります。
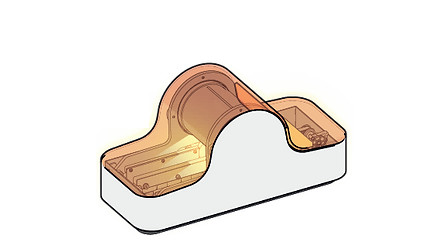
次の画像は、この複合ベアラストライプの領域を作る最良の方法を示しています(緑は両面接着剤の領域、黒は素材、赤はあなたのインプリントサンプルを示しています)。
重なりがあることで、インプリントの安定性が増し、シリンダーが予期せぬ損傷を受ける可能性のある「ジャンプ」がなくなります。
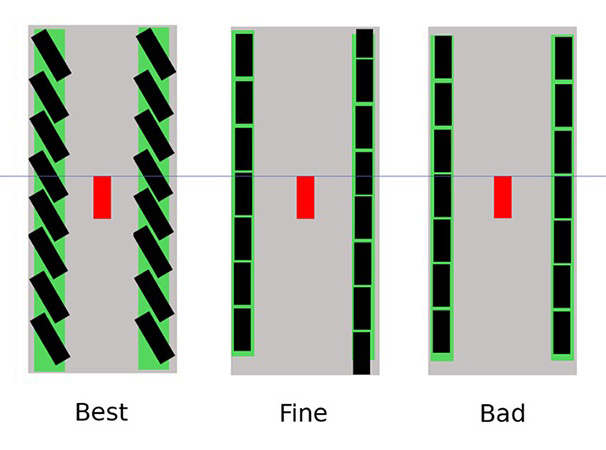
ベアラーストライプを領域の端に配置することで、厚みを調整する際、シリンダーをプレートの位置合わせに役立ちます。
機械はプレートによって駆動されるため、シリンダーと移動するプレートの接触はどの位置でも必要です。
そうしないと、基板がシリンダーに衝突する危険があります。
このシリンダーは、インプリントプロセス中に機械を安定させ、厚みの大きな「ジャンプ」がないようにします。 最終的なインプリントに影響を与えます。
Q8基板はどのようにして「移動ステージ」に取り付けられているのでしょうか ?
テープで固定するか、そのまま置きます。 基板の材料次第では、摩擦による固定で十分な場合があります。
Q9テンプレートがテープで固定されているだけの場合、どのようにテンプレートの安定性(滑らないこと)を確保していますか ?
通常、テンプレートの端にテープを使用するだけで問題なく固定できます。 さらに固定の安定性を高めたい場合には、両面テープの使用をお勧めします。
機会的な力は拡散する傾向にあり、小さなテープ片にはあまり負担がかかりません。
インプリントテンプレートの端にテープ使って固定する場合、テープにテンションをかけ、テンプレート自体が動かないようにする必要があります。
軟質 PVC 自体に微粘着性があるため、インプリント用テンプレートを直接貼り付けることができます。
ただし、過剰な樹脂はインプリントテンプレート領域の外側に流れる可能性があります。
したがって、保護フォイルを上に使用することをお勧めします。
樹脂の無駄はインプリントプロセスの開始時に発生する傾向があります。操作中は、インプリントプロセス自体の間、圧力によって安定します。
Q10エンボス加工後、残留した接着材をどのように除去しますか ?
残った接着剤はきれいに取り除くことができますか ?
インプリントテンプレートが箔(デスクトップ R2P ナノインプリンターに付属)の上にあり、両面粘着テープを使用している場合、箔そのものをシリンダーから取り外すことができます。
これは、洗浄薬品がインプリントシリンダーにさらされる危険性がなく、管理が最も簡単な方法だからです。
インプリントテンプレートが軟質PVC上にある場合、粘着テープによる問題が発生する可能性が高いため、軟質層に取り付ける場合は、粘着剤を使用しないことをお勧めします。
また、端の固定には粘着性の低いテープのみを使用することをお勧めします。
Q11柔らかいバッキング層にポリマーがかなり堆積していました。 これを回避するためにはどうすればよいですか ?
まず、柔らかいインプリント層に樹脂を塗布することは避けてください。
犠牲フォイルとして機能する保護フォイルの上にインプリントプレートを取り付けることを強くお勧めします。
この方法で犠牲箔を使用するのは最も簡単で、柔らかいインプリント層を損傷するリスクが軽減されます。
また、問題や印刷ミスが発生した場合には、洗浄に過度の時間を費やすことなく、箔を簡単に廃棄して交換できます。
柔らかなインプリント層、インプリントプレートを手作業で取り付ける場合は、インプリントプレートの走行方向にテンションをかけてください。
または、インプリントプレートを柔らかいバッキング層上に直接配置する場合は、インプリントプレートがプロセスのアクティブ領域全体(少なくとも長さ 200 mm)を覆うように、余分なエッジがあることを確認してください。
これにより、エッジを固定するために使用されるテープにインプリントの圧力がかからなくなります。
印刷版を長くすることで、余分なインクが柔らかい層に接触することもなくなります。
Q12未硬化のDM56およびX166bのレジストを除去するには、どんな溶剤を使いますか ?
必要なのは、レジストが溶ける溶剤だけです。 アセトンやEBR溶剤(PGMEA)は機能しますか ?
IPAを使用することに成功しています。
アセトンも使用できるはずですが、もちろん未硬化樹脂がどのような基材に塗布されるか、また、その後にどのような作業を行う可能性があるかによって異なります。
工業用ロールtoロール機(R2R)では、未硬化UV樹脂に接触する金属やゴム部品に工業用グレードで環境に優しいUVクリーナーも使用しました。
通常10kgの容器で購入する液体です。
最初にIPAまたはEBR溶剤で数回テストし、目的に合うかどうか確認することをお勧めします。
Q13プリプレスはどこが供給しているのですか ?
Stensborg社からプリプレス材料や完成したプリプレスを入手することが可能です。
また、自分で作成することも可能です。
Q14どのような構造をインプリントできますか ?
- リニアグレーティング : 周期100nm、高さ100nm
- 正方格子上の穴 : 周期100nm、高さ100nm
- 六角柱アレイ : 周期(ギャップ+直径)230µm、直径200µm、高さ30µm
- 正方格子上の柱 : 周期100nm、高さ100nm
-
※適切なパラメーターと材料を見つけるために、テストと試用を常にお勧めします。
解決しない場合は、 ご相談 ・ お問合せ ください。
この製品に関するお問合せフォーム
フォームが表示されるまでしばらくお待ちください。
しばらくお待ちいただいてもフォームが表示されない場合、恐れ入りますが こちら までお問合せください。